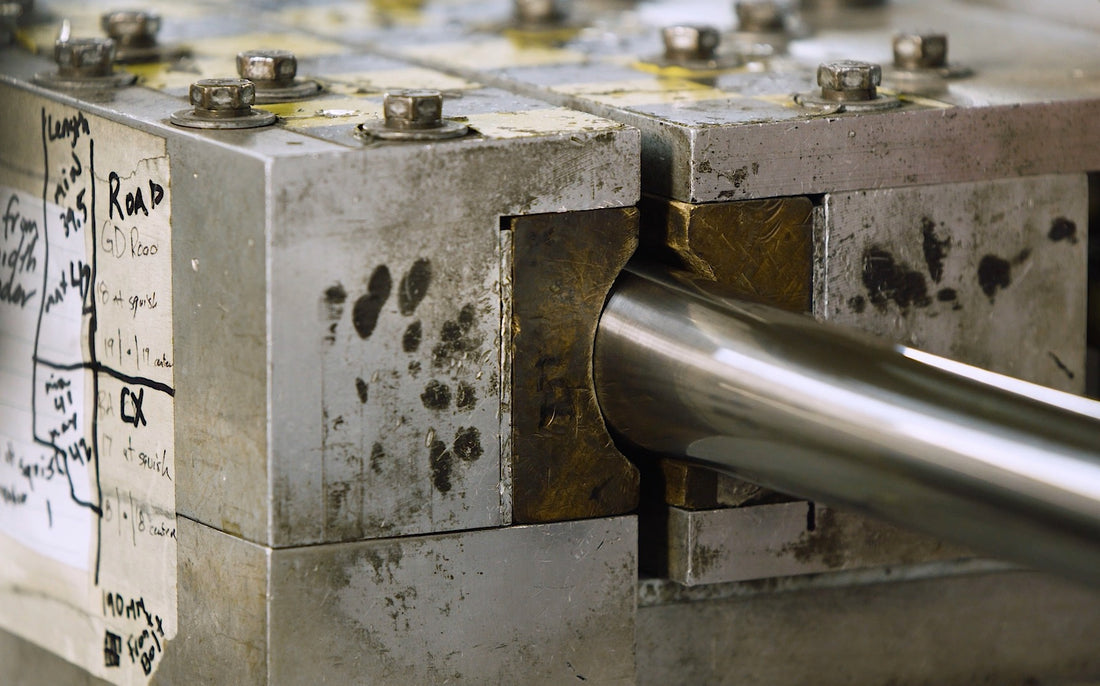
A key moment that helps define the ride identity of each No. 22 build is when machinist Bryar Sesselman carefully “squishes” each frame during the butting process.
How "squishing" each titanium tube delivers a specific ride quality
Oct 30, 2019
When starting a new build, No. 22’s Bryar Sesselman handles the machining process. “I do a little bit of everything here at No. 22,” says the 15-year veteran of building handmade bikes. He begins with the butting process, which is working with a raw tube of titanium until it is formed into the unique shapes required for each different bike.
Sesselman has done it all over the years in the bike-building industry. “I started off sandblasting and bonding carbon bikes years ago,” he recalls. He then joined the No. 22 team just months after No. 22's Johnstown, NY factory was born. Working with titanium has become a passion for the 42 year old. “Everything we do to a tube has a purpose. Butting, for example, which is basically taking material off the tube—sure, it makes the tube lighter—but it also provides better ride characteristics,” he points out of the specific nature of giving a titanium frame its identity.
 Sesselman feeds each tube through a specially calibrated computerized lathe in the butting process. “Thankfully, the program does most of the work on it,” he jokes. “I’ll shave off 35 grams on a top tube. You wouldn’t think it would be that much, but you can visibly and physically feel the machining of it.” He spends a few minutes butting a single tube, which is specific to each bike model and size.
Sesselman feeds each tube through a specially calibrated computerized lathe in the butting process. “Thankfully, the program does most of the work on it,” he jokes. “I’ll shave off 35 grams on a top tube. You wouldn’t think it would be that much, but you can visibly and physically feel the machining of it.” He spends a few minutes butting a single tube, which is specific to each bike model and size.
Then Sesselman baders each tube, which is a progressive sort of sanding of the titanium. He uses a sandbelt and works his way through progressively higher grits and up to a high polish. “That’s what gives it that nice finish,” he points out.
A key moment that helps define the ride identity of each No. 22 build is when Sesselman shapes and ovalizes critical tubes during the forming process. Using a hydraulic press and specially designed forms, he carefully applies pressure to the tube, shaping the previously round tube into forms with greater stiffness or compliance as needed for the frame. He places it in a hydraulic press. “From practice, I can do it by eye,” he says. “There are measurements, but I’ve been doing it so long that I know what I’m looking for. For example, a top tube on an Aurora gets a squish the front, then the rear end to reverse the squish, so it’s got two different actual tube manipulations.
“The squish gives each frame that ride we’re looking for, as well as the look of a No. 22,” says Sesselman.
By this stage, each tube is beginning to reveal the end identity of the frame. From there, Sesselman finishes off this preparatory stage by mitering (measuring then cutting the material). Again, Sesselman points out how important and unique this stage is to obtain the ride characteristics of a particular model. “Each tube is for that individual bike,” he says. “I get a spec sheet with draft numbers, a certain degree for each tube, put the coordinates into the jig, do my mitres, dry fit it. It’s dead on.”
From there, Sesselman delivers each specifically prepared tube to the welding station to begin the frame assembly process. “We’re doing handmade bikes, and I think we are up there,” Sesselman says of the ride and build quality of the bikes he builds. “What we do here now, we had to learn how to do; it’s always evolving, we are trying to make it better as we go along, perfecting what we do.”